

News
ロスゼロに挑戦
プラスチック成形のムダって多くないですか?
現場の声から開発された混合ムラなし・ロスなしの製造を可能にした混合装置・再生装置・洗浄装置で、
クレームゼロで高品質な製品作りとコスト削減をお約束します!
現場の声から開発された混合ムラなし・ロスなしの製造を可能にした混合装置・再生装置・洗浄装置で、
クレームゼロで高品質な製品作りとコスト削減をお約束します!
混合
洗浄

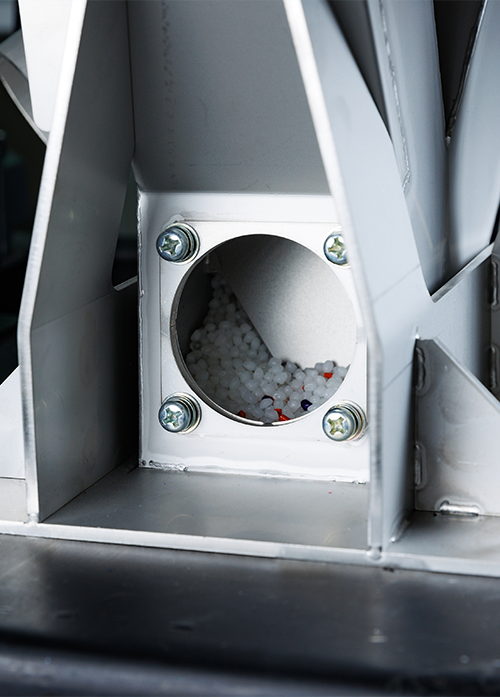
再生

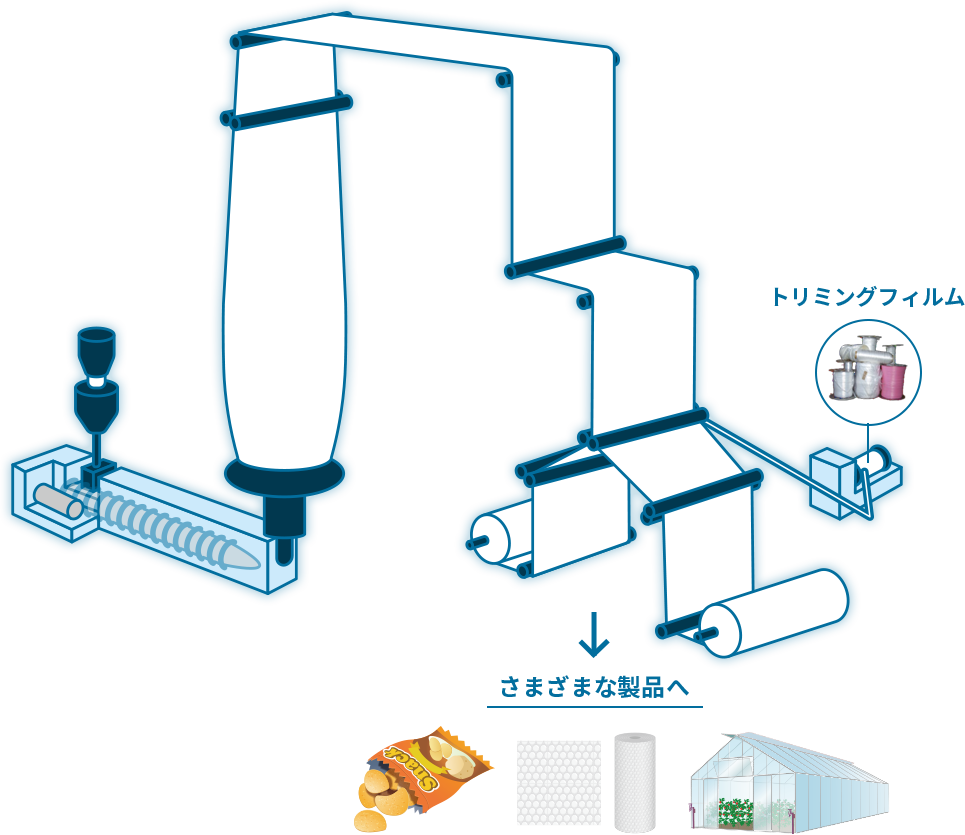
トリミングフィルムを再原料化。
年間約50トンのCO2削減に。
年間約50トンのCO2削減に。
・異物検出率99.5%減
今まで数千m巻きのフィルムで約1万個の異物が検出→GP再生方式だと50個に激減
※GPシリーズを導入した企業による報告事例
・年間約50トンのCO2削減
X







News
お知らせ
-
2024.04.11
-
2024.04.09
-
2024.04.05
-
2024.03.30
-
2024.03.29
-
2024.03.26


Recruit
採用情報
マルヤスは環境を配慮し、欲しいモノではなく、困っていることを探し出し、創造してきました。
私たちと一緒に、世の中にないモノを想像し、創造してみませんか。


THE ONLY ONE
Come To Our Showroom
ショールームへぜひお越しください!
誰も見たことのない装置の数々をじっくりご覧になれるショールーム。
クレームのないものづくりをするためには、マルヤスの装置が必要不可欠です。
ぜひ、デモ機で体験してみませんか?
ショールーム紹介ページを見る
クレームのないものづくりをするためには、マルヤスの装置が必要不可欠です。
ぜひ、デモ機で体験してみませんか?
